








මෙම තුනී බිත්ති සහිත කොටස් නිෂ්පාදනය කරන්නේ කෙසේද?

ලෝහ කරකැවීම යනු තහඩු ලෝහ සඳහා සමමිතික භ්රමණ සැකසුම් ක්රියාවලියකි. ස්පින්ඩලය හිස් සහ අච්චු හරය භ්රමණය කිරීමට තල්ලු කරයි, පසුව භ්රමණ රෝදය භ්රමණය වන හිස් තැනට පීඩනය යොදයි. කැරකෙන යන්ත්රයේ ප්රධාන පතුවළේ භ්රමණ චලිතය සහ මෙවලමෙහි කල්පවත්නා සහ තීර්යක් පෝෂක චලිතය හේතුවෙන්, මෙම දේශීය ප්ලාස්ටික් විරූපණය ක්රමයෙන් සම්පූර්ණ හිස් තැනට විහිදෙන අතර එමඟින් හිස් භ්රමණය වන ශරීර කොටස්වල විවිධ හැඩයන් ලබා ගනී.
ක්රියාවලි පිරිවැය: අච්චු පිරිවැය (අඩු), තනි කෑලි පිරිවැය (මධ්යම)
සාමාන්ය නිෂ්පාදන: ගෘහ භාණ්ඩ, ලාම්පු, අභ්යවකාශය, ප්රවාහනය, පිඟන් භාණ්ඩ, ස්වර්ණාභරණ, ආදිය.
අස්වැන්න සුදුසුය: කුඩා හා මධ්යම කාණ්ඩ නිෂ්පාදනය


මතුපිට ගුණාත්මකභාවය:
මතුපිට ගුණාත්මකභාවය බොහෝ දුරට ක්රියාකරුගේ කුසලතාව සහ නිෂ්පාදන වේගය මත රඳා පවතී
යන්ත්රෝපකරණ වේගය: කොටස් ප්රමාණය, සංකීර්ණත්වය සහ තහඩු ලෝහ ඝණකම මත පදනම්ව, මධ්යස්ථ සිට ඉහළ නිෂ්පාදන වේගය
අදාළ ද්රව්ය:
මල නොබැඳෙන වානේ, පිත්තල, තඹ, ඇලුමිනියම්, ටයිටේනියම් වැනි උණුසුම් ලෝහ තහඩු සඳහා සුදුසු වේ.
සැලසුම් සලකා බැලීම්:
1. ෙලෝහමය භ්රමණය සමමිතික කොටස් නිෂ්පාදනය සඳහා පමණක් සුදුසු වන අතර, වඩාත් පරමාදර්ශී හැඩය අර්ධගෝලාකාර තුනී-ෂෙල් ලෝහ කොටස්;
2. ෙලෝහ භ්රමණයෙන් සාදන ලද කොටස් සඳහා, අභ්යන්තර විෂ්කම්භය මීටර් 2.5 ක් තුළ පාලනය කළ යුතුය.

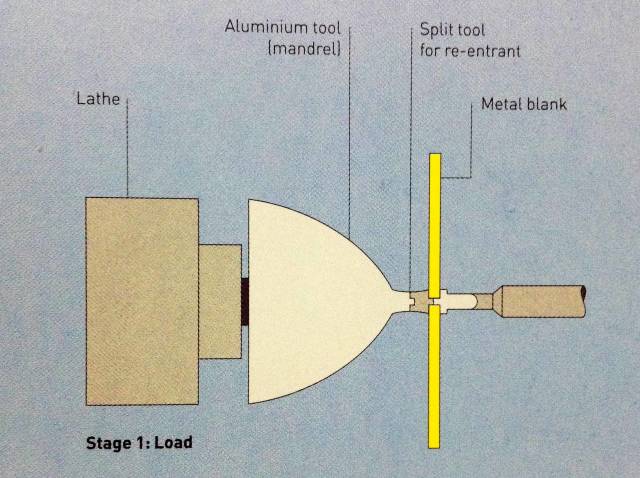
පියවර 1: මැෂින් මැන්ඩලය මත කපන ලද රවුම් ලෝහ පත්රය සවි කරන්න.
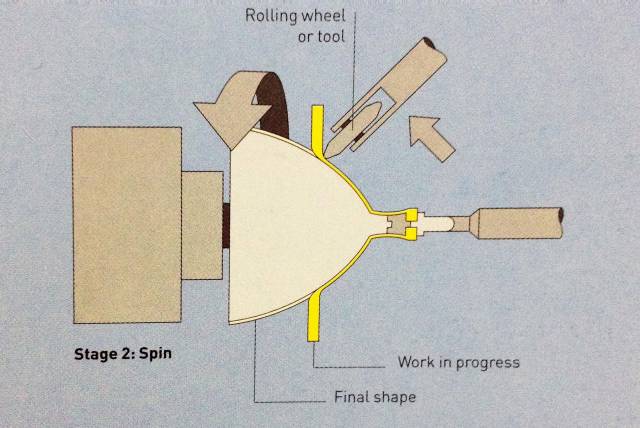
පියවර 2: මැන්ඩ්රල් මඟින් චක්රලේඛ ලෝහ තහඩුව ඉහළ වේගයකින් භ්රමණය වන අතර, ලෝහ තහඩුව අච්චුවේ අභ්යන්තර බිත්තියට සම්පූර්ණයෙන්ම ගැලපෙන තෙක් ධාවකය සමඟ මෙවලම ලෝහ මතුපිට තද කිරීමට පටන් ගනී.
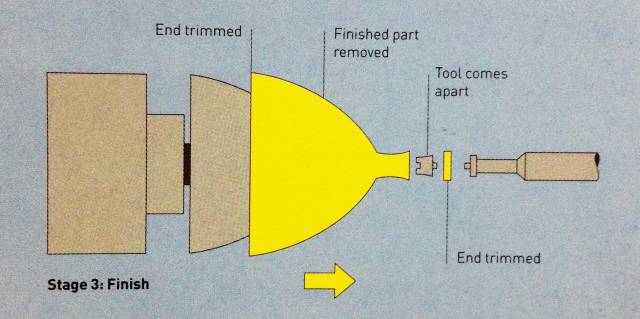
පියවර 3: වාත්තු කිරීම අවසන් වූ පසු, මැන්ඩලය ඉවත් කර ඇති අතර කොටසෙහි ඉහළ සහ පහළ කොටස් කඩා දැමීම සඳහා කපා ඇත.
ඔබගේ පණිවිඩය අපට එවන්න:
-

ඇලුමිනියම් CNC යන්ත්ර කොටස්
-

ඇලුමිනියම් තහඩු ලෝහ නිෂ්පාදනය
-

Axis High Precision CNC යන්ත්රෝපකරණ කොටස්
-

ඉතාලිය සඳහා CNC යන්ත්රගත කොටස්
-

CNC යන්ත්ර ඇලුමිනියම් කොටස්
-

වාහන අමතර කොටස් යන්ත්රකරණය
-

Titanium Alloy Forgings
-

ටයිටේනියම් සහ ටයිටේනියම් මිශ්ර ලෝහ උපාංග
-

ටයිටේනියම් සහ ටයිටේනියම් මිශ්ර ලෝහ ව්යාජය
-

ටයිටේනියම් සහ ටයිටේනියම් මිශ්ර වයර්
-

ටයිටේනියම් බාර්
-

ටයිටේනියම් මැහුම් රහිත පයිප්ප / ටියුබ්
-

ටයිටේනියම් වෑල්ඩින් පයිප්ප / ටියුබ්