
























CNC යන්ත්ර සැකසීමේ සැබෑ ප්රශ්න

නිරවද්ය යන්ත්රෝපකරණ මඟින් ඕනෑම නිෂ්පාදන ක්රියාවලියක් ඊළඟ මට්ටමට ගෙන යා හැකිය.එය මෙහෙයුම් කාර්යක්ෂමතාව සඳහා අරුමපුදුම දේ කිරීමට, හැරවුම් කාලය අවම කිරීමට සහ නිෂ්පාදන පිරිවැය අඩු කිරීමට හැකිය.වසර 15 ක පළපුරුද්දක් ඇති චීනයේ ප්රධාන CNC හැරවුම් සහ ඇඹරුම් උපාංග නිෂ්පාදකයෙකුට වඩා මෙය හොඳින් දන්නේ කවුද?BMT එතැන් සිට කර්මාන්ත සඳහා සුවිශේෂී නිරවද්ය කොටස් සපයයි.
යාන්ත්රික සැකසුම් කම්පන වැළැක්වීම සහ පාලනය:
යන්ත්රෝපකරණ කම්පනය ඇති කරන තත්වයන් ඉවත් කිරීම හෝ දුර්වල කිරීම;විවිධ කම්පන damping උපාංග භාවිතා කරමින් ක්රියාවලිය පද්ධතියේ ස්ථාවරත්වය වැඩි දියුණු කිරීම සඳහා ක්රියාවලිය පද්ධතියේ ගතික ලක්ෂණ වැඩි දියුණු කිරීම
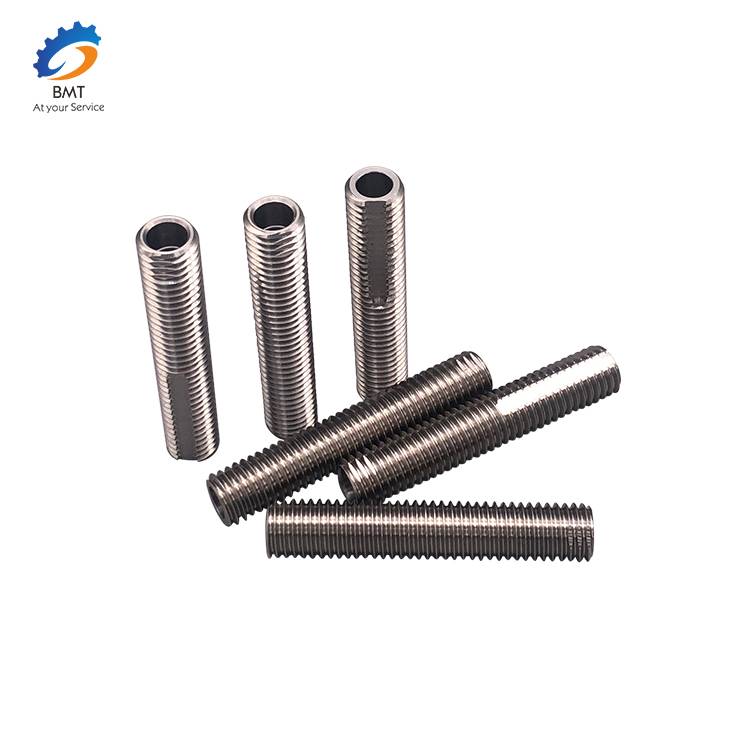
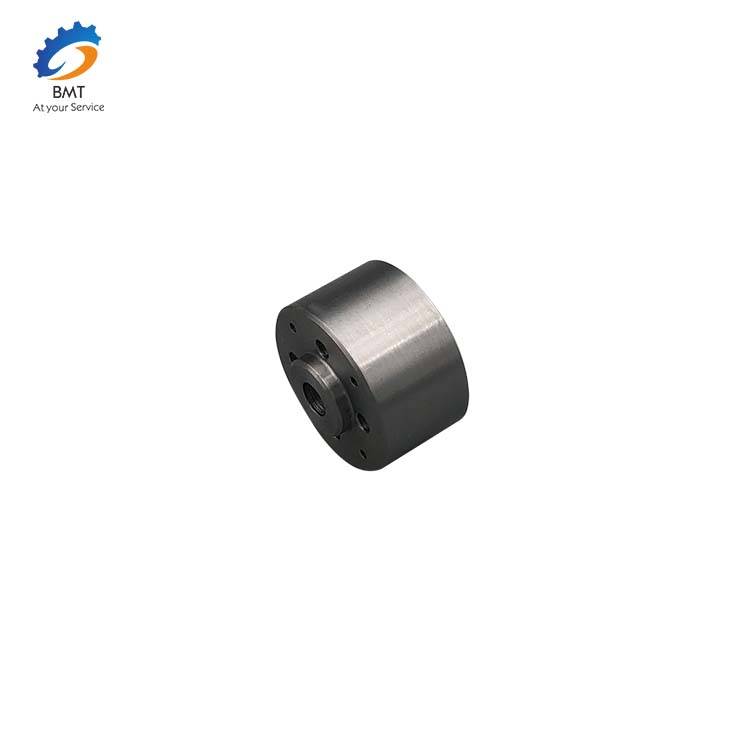
නිෂ්පාදනය විස්තරය






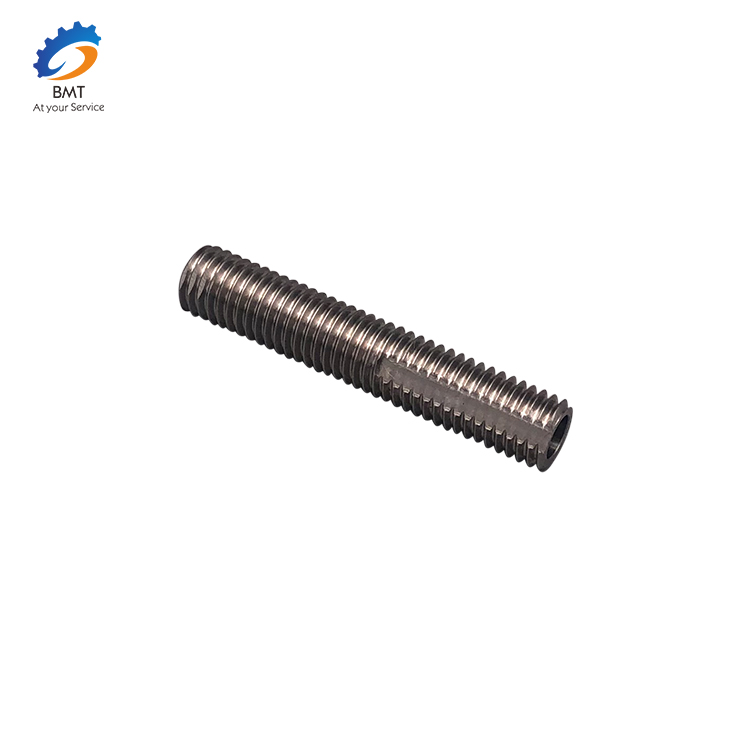




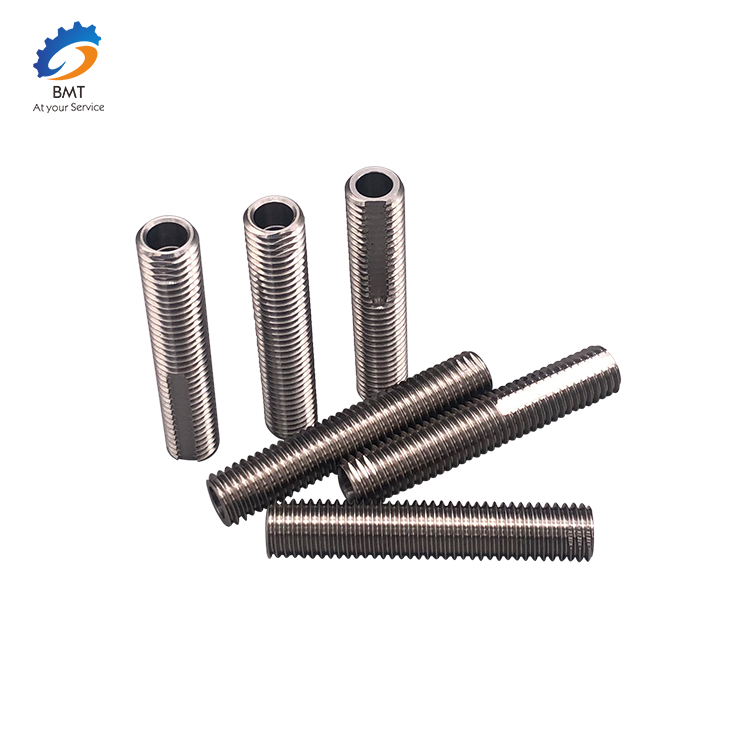













අපගේ CNC යන්ත්රෝපකරණ කොටස් තෝරා ගන්නේ ඇයි?


රළු මිණුම් සලකුණු තේරීමේ මූලධර්මය?සියුම් මිණුම් ලකුණ තෝරාගැනීමේ මූලධර්මය?
බොර මිණුම් ලකුණ:
1. අන්යෝන්ය ස්ථාන අවශ්යතා සහතික කිරීමේ මූලධර්මය;
2. යන්ත්ර මතුපිට යන්ත්රෝපකරණ දීමනාව සාධාරණ ලෙස බෙදා හැරීම සහතික කිරීමේ මූලධර්මය;
3. පහසු වැඩ ෙකොටස් කලම්ප කිරීමේ මූලධර්මය;
4. රළු දත්ත පොදුවේ නැවත භාවිතා නොකළ යුතුය යන මූලධර්මය
හොඳ මිණුම් ලකුණ:
1. දත්ත අතිච්ඡාදනය වීමේ මූලධර්මය;
2. ඒකාබද්ධ මිණුම් සලකුණු මූලධර්මය;
3. අන්යෝන්ය මිණුම් සලකුණු මූලධර්මය;
4. ස්වයං සේවා මිණුම් සලකුණු මූලධර්මය;
5. කලම්ප කිරීමට පහසු මූලධර්මය.


ක්රියාවලි අනුපිළිවෙලෙහි මූලධර්ම මොනවාද?
a) පළමුව දත්ත මට්ටම සකසන්න, පසුව අනෙකුත් මතුපිට සකසන්න;
b) අර්ධ අවස්ථා වලදී, මතුපිට මුලින්ම සකස් කර ඇති අතර, පසුව කුහරය සකසනු ලැබේ;
ඇ) ප්රධාන පෘෂ්ඨය මුලින්ම සකසනු ලබන අතර, ද්විතියික පෘෂ්ඨය පසුව සකසනු ලැබේ;
d) පළමුව රළු කිරීමේ ක්රියාවලිය සකසන්න, පසුව ක්රියාවලිය අවසන් කරන්න.
සැකසුම් අදියර බෙදන්නේ කෙසේද?සැකසුම් අදියර බෙදීමේ ප්රතිලාභ මොනවාද?
සැකසුම් අදියර බෙදීම:
1) රළු මැෂින් අදියර
2) අර්ධ අවසන් අදියර
3) අවසන් අදියර
4) නිරවද්ය නිම කිරීමේ අදියර

පසුකාලීන යන්ත්රෝපකරණවල නිරවද්යතාවය වැඩි දියුණු කිරීම සඳහා රළු යන්ත්රෝපකරණ මගින් ඇතිවන තාප විරූපණය සහ අවශේෂ ආතතිය ඉවත් කිරීමට ප්රමාණවත් කාලයක් සහතික කළ හැකිය.මීට අමතරව, රළු සැකසුම් අදියර තුළ සොයා හිස් දෝෂ අපද්රව්ය වළක්වා ගැනීමට, සැකසීමේ ඊළඟ අදියරේ දී සකස් කිරීමට අවශ්ය නොවේ.මීට අමතරව, නිරවද්ය යන්ත්ර මෙවලම්වල නිරවද්යතා මට්ටම පවත්වා ගැනීම සඳහා, නිම කිරීම සඳහා රළු යන්ත්ර සඳහා නිරවද්ය යන්ත්ර මෙවලම් සඳහා උපකරණ සාධාරණ ලෙස භාවිතා කිරීම, අඩු නිරවද්යතා යන්ත්ර මෙවලම්;මානව සම්පත් සාධාරණ සැකැස්ම, නිෂ්පාදනවල ගුණාත්මකභාවය සහතික කිරීම, තාක්ෂණ මට්ටම ඉහළ නැංවීම සඳහා ඉතා වැදගත් වන නිරවද්ය අල්ට්රා-නිරවද්ය සැකසුම් පිළිබඳ විශේෂීකරණය වූ අධි තාක්ෂණික සේවකයින්.